Process Management
(24 companies)Systems that manage specific applications within a line, such as systems that monitor and manage loss-in-weight controls, batch management, yield management and related areas.
-

ABM Equipment
Originally created to enhance x-ray performance through detailed reporting and real-time alerts, ABM Equipment’s DSO Sentinel software has evolved into a comprehensive processing platform. It now offers full system control, monitoring, and analytics across a wide range of food and bulk material operations. The software supports recipe programming and execution, enabling automated adjustments to equipment settings based on product requirements. With tools for production tracking, quality assurance, and simplified process management, DSO Sentinel helps operators improve efficiency, reduce downtime, and maintain consistent product quality throughout the processing line.
You are currently not logged in -

Athena Controls, Inc.
Athena designs and manufactures digital and analog temperature and process control instrumentation for a wide range of applications in industries. Featured controls include the C Series Model 16C Universal PID Temperature/Process Controller, a 1/16 DIN panel mounted, auto tuning controller that can be used for precise control of a single process loop in consumer packaged goods applications. Other models include the Series 88 Analog Temperature Control, designed as a replacement for bulb and capillary controllers for food equipment applications.
You are currently not logged in -

Balluff Inc.
As a leading sensor and automation specialist, Balluff offers a comprehensive portfolio of innovative sensor, identification, network and software solutions to increase production and improve quality in hundreds of industries.
You are currently not logged in -

Beckhoff Automation LLC
Product range covers industrial PCs, embedded PCs, PLCs, PACs, motherboards, HMI hardware and software, industrial displays, stainless steel industrial displays, I/O, machine mounted I/O, stainless steel I/O, fieldbus components, industrial Ethernet, networking solutions, machine safety equipment, programmable safety, switches, servo motors, stainless steel servo motors, servo drives, stepper motors, stepper drives, DC drives, gearboxes, stainless steel gearboxes, linear transport systems, stainless steel linear transport systems, planar motor systems, automation software, machine learnings software, machine vision software, cables, connectors and accessories.
You are currently not logged in
-

COPA-DATA
Copa-Data supplies zenon food software platform for automation in the food, beverage and brewing industries. Designed to facilitate tasks such as food safety management, operational efficiency, energy cost management, the zenon software platform helps customers automate their industrial facilities and manage data more effectively. Software helps avoid faults and failures in food and beverage production lines, connects the building's systems for better oversight and control and ensures that quality standards are met.
You are currently not logged in -

Descon Conveyor Systems
Descon offers specialty controls for conveyors including centralized motor, distribution motor, integrated electrical wireway, plug and play cable systems as well as software and documentation systems. Descon’s automation experts in the Electrical Controls Team are knowledgeable with equipment interfacing, integration between machine centers and clean software code. Descon is a Certified UL Builder.
You are currently not logged in -
Festo Corporation
In the everyday factory environment, industrial automation technology is utilized for joining, rotating, gripping, positioning, connecting, holding, testing, and checking individual parts, modules, or complete products. Festo's industrial automation controls portfolio is designed to perform all of these tasks. Festo's main product groups include electric, pneumatic, and servo pneumatic actuators; pneumatic valves and valve manifolds; devices for compressed air treatment and vacuum technology; pneumatic grippers and industrial robots; servo motors and drives; sensors and image processing systems; controllers and software. Festo products are used across a broad spectrum of industrial segments, including food processing and industrial packaging.
You are currently not logged in -

H2Ok Innovations
H2Ok Innovations is an IoT-enabled analytics platform providing data driven optimization of industrial liquid systems for manufacturing and data centers. A comprehensive IoT sensor system and analytics platform helping manufacturing optimize industrial liquid and fluid systems through advanced intelligence. Products include Industry 4.0 H2Ok Sensors as well as H2Ok Edge Gateway and H2Ok Insights software. Modular suite means liquid and fluid processors can configure the entire platform or combinations of components within the system to best meet their needs. The company's website states the technology aims to help facilities in “unlocking previously untapped data to provide you a competitive advantage in the way you run your plant or data center– reducing your operating and resource costs while improving operational efficiency.”
You are currently not logged in
-

Honeywell Intelligrated
While nothing is predictable in today’s ever-changing distribution centers (DCs), modern automation solutions are capable of taking on nearly any warehouse task. Honeywell Intelligrated designs and engineers systems that are designed to deliver the optimal combination of automation and human resources at every critical point in the workflow. Honeywell Intelligrated combines advanced material handling solutions with smart software to reduce the time, labor costs associated with inbound processing.
You are currently not logged in -

ifm efector, Inc.
ifm has developed, designed, and manufactured a complete portfolio of sanitary process instruments to meet the unique challenges facing food and beverage manufacturers including sensors and encoders. IO-Link components reduce safety risks, complexity of technology, and operational costs by improving processes, helping to avoid downtime, and maintaining quality during production. A range of smart process sensors monitor conductivity, flow, level, pressure, temperature, valve position as well as connect and communicate data through IO Link.
You are currently not logged in -

ONExia Inc.
Specializing in turn-key automation, ONExia offers custom software solutions designed to enable end-users the ability to operate end-of-line packaging robots with no programming needed. Software covers machine-to-machine communications, data collection/database interaction and remote access services. ONExia’s palletizing software is drag-and-drop and is designed to have robots palletizing within minutes.
You are currently not logged in -

Optel Group
Optel Group offers numerous digital tools, platforms and operations software for solutions ranging from aggregation and anti-counterfeiting to inventory geotracking, supply chain security, serialization, traceability, and operational performance for pharmaceutical, food and beverage and numerous other industries. Featured platforms include OPTEL’s Intelligent Supply Chain, which provides various traceability solutions to optimize performance, such as reverse logistics and reusable packaging management, improved visibility on distribution channels and real-time location of inventory.
You are currently not logged in
-
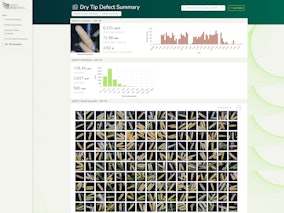
Oxipital AI
Oxipital AI offers advanced vision-enabled solutions designed to integrate seamlessly into existing production workflows. These systems eliminate the need for upstream product manipulation or structured presentation, simplifying the process of robotic picking. Utilizing real-time picking algorithms and advanced object tracking capabilities, the technology delivers high flexibility and efficiency across a variety of applications. The vision-guided robotic picking systems are suitable for tasks such as real-time conveyor picking, upstream conveyor picking, and bin picking. By providing consistent performance in diverse production environments, they ensure efficient, food-safe operations without relying on human labor for profitability.
You are currently not logged in -
Redzone
Redzone's verticalized social mobile platform for industry is designed for front line team collaboration to radically change operating performance within the four walls of the manufacturing plant. Highly visual platform helps create the environment for front line teams to resolve issues on the plant floor to keep production running.
You are currently not logged in -
Rockwell Automation
Rockwell Automation’s flagship Allen-Bradley® and Rockwell Software® product brands offer a vast array of automation, manufacturing, safety products, automation systems and drives. Featured hardware includes the 450L GuardShield™ PAC Safety Light Curtains to protect personnel from hazardous machinery that use whole-body detection and are typically positioned around an area or in front of a machine process entry or exit area. Model 42EA RightSight™ S18 and 42EF RightSight M18 photoelectric sensors feature a wide range of sensing modes and are ideal for general purpose and cost-sensitive applications in material handling, packaging and other industries. The Allen‑Bradley ASEM™ 6300 is a complete portfolio of open architecture industrial PCs, thin clients and monitors used in food and beverage and other facilities that require a high-performance Human Machine Interface (HMI) solution for industrial environments. Portfolio integrates completely with Rockwell’s FactoryTalk® View SE and FactoryTalk View ME software, allowing for seamless assimilation within the facility.
You are currently not logged in -

SafetyChain Software
SafetyChain is a digital plant management platform trusted by over 2,500 food and beverage manufacturing facilities to enhance plant-wide performance. By unifying production and quality teams with real-time data, insights, and tools, the platform provides operational visibility and control while eliminating paper processes and fragmented point solutions. SafetyChain's digitized process control enables proactive adjustments through automated data collection and real-time control charts, minimizing costly non-conformances and improving overall efficiency. Additional features include tightening specification limits to reduce giveaway, increasing yield, optimizing processes by identifying bottlenecks, streamlining inspections, and improving problem resolution. These capabilities save time, reduce scrap and rework, and boost throughput, delivering measurable results through rigorous control.
You are currently not logged in
-

Schneider Electric
Schneider Electric specializes in the digital transformation of energy management and automation. Schneider’s catalog includes motion controllers, drives, motors, and robotics, featuring the Altivar Machine ATV340, an innovative variable speed drive for smart machines in high-performance material handling solutions. Other industrial controls and automation products include limit switches; measurement and instrumentation devices; PLC, PAC and dedicated controllers; power supplies and transformers; enclosures; HMI terminals and industrial PCs; process control and safety devices; soft starters and more.
You are currently not logged in -
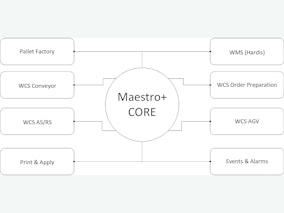
Scott Automation
Maestro+ is warehouse software solution designed to boost the overall performance of automated production. It is web-based, efficient, cost effective, user friendly, multilingual and fully modular.
You are currently not logged in -
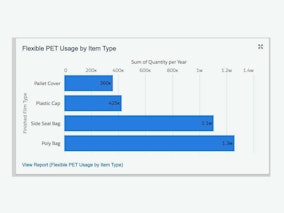
Specright
Specright's specification document management (SDM) software facilitates easy and effective to layering of the right workflows, approvals, and processes in the plant. Specright's specification soft helps manage packaging or product sub-assembly data, formulas and ingredients, labels and document management, bill of materials management and much more. Software also enables customers to achieve outcomes ranging from improved supplier collaboration, sustainability, and consolidating SKUs.
You are currently not logged in -

Tension Packaging & Automation
Tension’s PharmaPath back-end pharmacy workflow software drives the Rx fulfillment process from the dispensing phase through delivery. With its single-task, dedicated workstations design, PharmaPath allows users to dispense, verify, package and manifest fully adjudicated scripts quickly and confidently. The intuitive UX accelerates new users training and their productivity is easy to monitor with the easy-to-access real-time reporting. PharmaPATH is fully integratable with your front-end pharmacy and shipping software, and its order-based workflow logic is adaptable to pharmacy hardware systems. Tension experts work alongside pharmacy teams from installation and training to ongoing service, support and maintenance.
You are currently not logged in
-

TM Process & Controls, Inc
TM Process & Controls offers services including controls and integration design, network and server design, cybersecurity, panel upgrades, PLC upgrades, automation solutions, Internet of Things, Machine Learning, Enterprise Resource Planning and Manufacturing Execution Systems.
You are currently not logged in -

Videojet Technologies Inc.
Videojet CLARiSUITE® Code Assurance Solutions help ensure that the correct code is applied in the correct location on the correct product and packaging. Featuring centralized message management and printing control, CLARiSUITE is a fully integrated solution linking on-product coding to a centralized message database. Videojet printers in the user's facility are managed from a central message database — taking message creation and management off the production floor.
You are currently not logged in -

Vorne Industries
XL is a standalone device designed to connect to sensors and scanners in a network for real-time production monitoring of virtually any industrial process. XL includes I/O to communicate with processes, a scoreboard for operators, and built-in reporting for managers. Designed to seamlessly scale from machine to enterprise, XL offers additional benefits including: no software to install, no servers to maintain and no recurring fees.
You are currently not logged in -

ZPI, a ProMach product brand
ZPI develops, implements and supports information-based systems focused on improving the operation, productivity and Overall Equipment Effectiveness (OEE) of packaging lines and the equipment in them. The company's software products provide tools for data collection, visualization, and analysis to help manufacturers enhance efficiency, reduce downtime, and monitor key metrics in real time. ZPI's software integrates with a wide range of equipment and systems, enabling automated data capture and comprehensive reporting. These solutions are tailored to the specific needs of manufacturers across industries, with an emphasis on maximizing productivity and ensuring the reliability of packaging operations.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »