Processing Conveyors/Conveyance
(55 companies)Specialized conveying equipment used to transport ingredients and finished products (not packages) through a food processing operation, including cable conveyors for small and fragile ingredients. Other examples include tubular drag/disc, aeromechanical, bucket, auger or screw and pneumatic vacuum tubes.
Video-Enhanced Listing



Paxiom Automation, Inc.
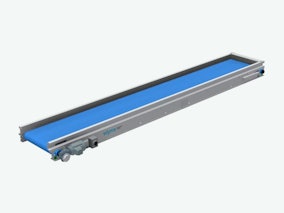
WeighPack’s conveyors used in food processing and dry ingredient handling applications includes the I shaped incline infeed conveyor, designed to carry bulk product from ground level to a weigh filling system. Constructed in stainless steel, these incline infeed conveyors are designed with food-grade polyurethane belts, with designs that are convenient for cleaning and sanitation. The incline conveyors feature casters, product guides, food-grade catch guarding, and a stainless steel catch pan. Other processing and ingredient handling conveyors from WeighPack include the compact footprint Smart Bowl Conveyor, a versatile system that can be used for hand load or automatic applications to fill each bowl with the required product weight prior to dispensing into an auxiliary packaging machine or hand held package. WeighPack also supplies screw conveyors to automatically convey powders, spices, ground coffee and chemicals from ground level to the Star Auger or any auxiliary filling machine.
You are currently not logged in-

ABM Equipment
ABM Equipment is a systems design, build, and integration firm specializing in dry bulk product storage, conveying, milling screening, mixing, and packaging. They automate systems for producers in various industries by selecting appropriate equipment, customizing it, integrating it, and providing service and support. ABM Equipment can design and build food and dry ingredient handling systems including bulk bag unloading stations, and industrial silos and bins. In addition, ABM designs food and ingredient conveyance systems including but not limited to tubular drag conveyors, vibratory conveyors, spiral conveyors, flatbed conveyors, crossbelts, screw conveyors, and auger conveyors.
You are currently not logged in -

Advantage Conveyor, Inc.
Advantage Conveyor offers a wide range of custom-designed conveyors for processing applications, including food grade belt conveyors, slicer/conveyor combination units, metal-belted conveyors for fryers and heat tunnels, cooling conveyors, hopper and elevator conveyors for processing and many other varieties.
You are currently not logged in -

AES Packaging Solutions, Inc.
Designed for hygienic applications, the AES Garnet™ Smart Belt conveying system is designed to automatically reposition randomly arriving products into a single file line of products, equally spaced and phased to the infeed section of a flow wrapper, end load cartoner, or any other secondary packaging machine. Designed for food processing and packaging operations, the AES Garnet™ Smart Belt is not only reliable but also easy to clean, maintain, and repair. Features a cantilever design, enabling quick belt changes, and is equipped with an automatic belt tracking device. Each conveyor is independently driven by One Motion™ Mag-Drives integrated into the driving pulley, resulting in a superior hygienic design without the cavities, nooks, and crannies created by a conventional servo motor-driven system.
You are currently not logged in
-

Akona Process Solutions
Akona Process Solutions supplies cable, tube, drag, and disc conveyors used to convey small and fragile ingredients or products within a processing line. Typical applications are for conveying snack foods, peanuts, breakfast cereals, pet foods, bird food, as well as coffee beans on roasting lines and grains used in beer brewing. Cable and tube conveyor systems are ideal for conveying delicate, fragile and specialty bulk materials and product blends through all phases of the production processes in a dust and contamination-free environment through to packaging.
You are currently not logged in -

AMMEGA Group
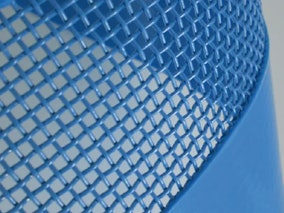
Through its Ammeraal Beltech brand, AMMEGA Group supplies a range of belting used in food industry processing for conveying, cooling, topping and packaging. Ammeraal Beltech's product line includes modular belts used for baking industry as well as food grade polyurethane and polyester round and V-belts for applications including handling sliced meats, cheese and for topping and packaging lines. Other products include Ultrascreen Mesh Belts, made of polyester monofilaments and fabricated with lateral and longitudinal strips to provide stability. With completely closed belt edges for improved hygiene and safety, these mesh belts are used for applications such as draining during vegetable, fruit and seafood processing.
You are currently not logged in -

Ashworth Bros., Inc.
Ashworth makes conveyors and conveyor belting products for food processing lines, including Cleatrac® transfer belt system and the PosiDrive spiral system. Cleatrac minimizes damage of food products during processing through a guaranteed positive sprocket engagement that ensures precise product conveyance. The PosiDrive Spiral system from Ashworth allows product dwell time to be easily set using a simplified single speed control and is offered for various cage configurations, making it an ideal solution for new spiral systems. Designed for processing applications for both heavy and lightweight foods -- especially oily products -- it can be used for retrofitting existing proofing, cooling, and freezing spiral applications in the processing industry.
You are currently not logged in -

AZO, Inc.
Azo designs and builds ingredient and raw material handling equipment covering production processes for the food, pharmaceuticals, cosmetics, chemicals and plastics markets. Product line includes bulk/dry ingredient weighing and filling stations, bulk bag unloaders, docked bag dumping stations, automatic weighing stations for minor and micro components. Azo also offer extensive pneumatic conveying and vacuum/low-velocity vacuum/dense-phase vacuum conveying systems for granular, powdered and lumpy bulk materials.
You are currently not logged in
-

Benchmark Automation
Benchmark Automation designs and manufactures a complete line of automation equipment tailored to the unique challenges of food and bakery manufacturers. Capabilities include slug loading, product stacking, row distribution, product orienting, automatic wrapper infeeds, vibratory distribution, robotic loading, and other systems.
You are currently not logged in -

BESSEN
BESSEN conveying systems are designed as complete solutions that feed, transfer, index, layout, accumulate and chill or freeze food and beverage products. Processing conveyors include incline conveyors, take-away conveyors and spiral conveyors and modular plastic conveying systems, all engineered to provide high readability, easy operation, and low maintenance costs. Bessen conveying systems are capable of working in a wider range of temperatures and conditions – from transferring product dewing stations to indexing of the product onto a conveyor, pan or into packaging – to spiral blast chilling-freezing applications.
You are currently not logged in -

Bradman Lake Inc.
Bradman-Lake designs fully automatic distribution systems and row feed stations that offer flexibility in operation and are capable of accepting normal irregularities in the product itself and the product supply rate for food processing, candy processing and related applications.
You are currently not logged in -

CAM Packaging Systems
CAM Packaging Systems offers horizontal, vertical, incline and bucket conveyors used in food processing and other applications. CAN also builds custom conveyors and carries standard sized conveyors. Featured conveyors include a bucket conveyor to move product from ground level up to the scale or counting system.
You are currently not logged in
-
CMCO Conveyance Solutions
Food processing conveyor systems from CMCO Conveyance Solutions include sanitary conveyors from Dorner, designed to support applications such as meat and poultry and baking and confectionery applications with precision. Engineered for meat and poultry processing, AquaPruf® VBT and AquaPruf® 7600 Ultimate Series conveyors are built for USDA compliance, featuring open designs, tool-less disassembly, and hygienic construction that minimizes contamination risks while simplifying cleaning in demanding raw and cooked environments. For baking and confectionery operations, Dorner’s AquaPruf® and 2200 Series conveyors provide flexible solutions for handling delicate products like cookies, pastries, and candies, supporting functions such as spreading, cooling, sorting, and packaging. Together, these sanitary conveyor platforms deliver reliable performance, gentle product handling, and efficient processing across diverse food production lines.
You are currently not logged in -

Coastal Manufacturing
Coastal Manufacturing specializes in designing and installing custom-engineered sanitary conveyors tailored to meet the specific needs of food processing operations. Whether for meat, poultry, bakery goods, produce, or pet food, these conveyors are designed to simplify product handling, from inspection to sorting. Custom conveyor expertise includes incline-decline, dewatering, raw product handling, serpentine, vibrating, metering, metal detector conveyors, and much more. Prioritizing sanitation, they adhere to FDA, USDA, and FSMA guidelines, with customizable widths, lengths, heights, and belt options. The experienced engineering team collaborates with clients to achieve maximum efficiency, ensuring products move swiftly and safely through the production line.
You are currently not logged in -

Coperion
Coperion K-Tron is a manufacturer of pneumatic conveying systems and dry product feeders used in bulk material manufacturing of pellets and powders used in plastics processing. From single component to complete systems for bulk material handling, Coperion & Coperion K-Tron design and manufacture equipment for the pneumatic transport of bulk solids materials for small and large systems. Related services include complete systems engineering for pneumatic conveying applications, full-scale material testing, start-up service, spare parts and field service.
You are currently not logged in -

D&F Equipment Sales, Inc.
D&F Equipment supplies a wide range of conveyors for food processing applications, specializing in applications for the poultry, meat and prepared food segments. Product line includes wire belt conveyors, basket dolly systems, tray conveyors, chain box turning conveyors, metering conveyors, hopper incline conveyors and numerous other models.
You are currently not logged in
-

Dynamic Conveyor Corporation
Conveyor solutions for food industry and manufacturing lines include belted conveyors, vertical Z conveyors (a popular replacement for bucket conveyors), flighted belt conveyors, washdown conveyors, sanitary conveyors, raw food products conveyors, packaging conveyors and parts conveyors.
You are currently not logged in -
Forbo Siegling, LLC
Forbo supplies belting, mesh belts and troughable belts used for agriculture and food processing lines. Forbo’s Smartseal belts prevent oil, grease and water and hence bacteria penetration. from penetrating the carcass of the belt. Other products used for hygienic handling of food include UV-C-resistant conveyor belts.
You are currently not logged in -

Forpak
Forpak makes stackers using in processing and packaging operations for meat, pizza and baked goods. Stacker Model GSII, which stacks at a rate of 80 pieces per minute per lane, is designed for large products like pita bread and pizza crusts. Other automated stacking and laning, feeding, and conveying machines from Forpak handle products such as frozen meat patties.
You are currently not logged in -

Frazier & Son
Frazier & Son’s new line of incline conveyors is designed for high-end food and packaging applications. These robust stainless steel/sanitary constructed conveyors are designed with innovative quick release fold-out side boards and belt lifters to raise the belt from the frame for quick wash down without tools. Provides gentle and reliable materials handling. Horizontal, incline and Z-shape configurations are available. Features robust stainless steel and sanitary construction.
You are currently not logged in
-

GEA
GEA supplies ingredient handling equipment for food processing applications for meat, poultry, fish, seafood, oils and fats, fruit, vegetables, dairy products, bread, confectionery and food ingredients. Range of ingredient handling equipment includes many products: milk skimming, dairy and pharmaceutical separators; vibratory conveyors for fragile powders, granules and pellets; stacking and handling systems for crackers and bakery goods; dust filters; milling and grinding equipment; and much more.
You are currently not logged in -
Habasit
Habasit designs conveying and processing belts for the food and beverage processing industry as well as timing belts, grabber belts, conveyor chains and related conveyor components and accessories. Habasit belts are designed to have excellent release properties -- even for very sticky foodstuffs -- as well as wear- and abrasion resistant coatings and sophisticated chemical resistance to cope with common cleaning agents and food ingredients. Habasit solutions are suitable for direct food contact and comply with applicable food regulations.
You are currently not logged in -

Hoosier Feeder
Hoosier Feeder Company provides a variety of solutions for food and dry ingredient processing. Hoosier’s food product placement solution is specifically designed for frozen food and ready-to-eat assembly automation applications. Food grade centrifugal feeders singulate and orientate products delicately and reliably at high rates of speed. With a focus on food safety, Hoosier’s machines are hygienic, featuring easy-to clean designs, 304 Stainless-Steel and FDA approved materials and components.
You are currently not logged in -

Houdijk North America, Inc.
Houdijk designs and delivers integrated cookie and biscuit handling solutions that seamlessly stack, buffer, cool and convey at high speeds. Standard manipulation lines transfer products from flat to continuous stacks at more than 1,000 pieces per minute per lane, guiding each row with precision side rails. For demanding count-pack operations, the servo-driven SKIPPER gently lifts individual cookies/biscuits from a vertical magazine with stop-and-go discs, combining exceptional throughput with the industry’s highest efficiency and minimal breakage. Downstream, the Inflow Buffer’s U-shaped FIFO conveyor cools products and absorbs line stoppages; its movable 180-degree curve automatically expands or contracts to maintain flow, protecting product integrity and preventing cascade delays. Together these modular systems safeguard quality while maximizing line productivity across bakery, confectionery and snack plants.
You are currently not logged in
-

Intralox
For more than thirty years, Intralox has been helping food and drink processors convey their products more efficiently and more profitably. With extensive knowledge and experience of food and drink processing applications, Intralox supplies belting and conveying solutions for numerous food and drink industries including ThermoDrive belting for hygienic snack processing; modular plastic belting, spiral, ThermoDrive®, and Activated Roller Belt™ (ARB™) technologies for ready meals applications; and Intralox ThermoDrive® and SeamFree™ belting for direct food contact in meat, poultry and seafood applications.
You are currently not logged in -

JBT Marel Corporation
JBT offers C.A.T. brand weighing systems for processing applications, ranging from bench scales and pick-up scales to indexing scales. In addition, JBT supplies processing conveyors and milling equipment for ingredient handling. Featured products include C.A.T. indexing scale, which handles 250 lb. load cells and features a stainless steel weigh hopper with stainless steel buffer hopper. C.A.T.’s bi-directional frame scale weighs and accumulates product and dumps to one side until target weight is reached and then dumps to opposite side to target weight while operator is moving full combo.
You are currently not logged in -

Keenline Conveyor Systems, LLC
Keenline offers a line of super-sanitary designed conveyors for handling raw food and raw materials. In addition to its standard stainless steel conveyor lines, Keenline offers these custom designed conveyors to meet all raw food and food conveyance needs. Keenline builds a wide range of z-incline and z-decline conveyors that are easy to clean and clean in place products. USDA, FDA, 3A, meat, dairy, etc.) are all available design specifications upon request.
You are currently not logged in -

Kice Industries, Inc
Kice specializes in pneumatic conveying systems, which use air to move powder and dry bulk material through processing plants. Compared to mechanical conveying systems, pneumatic transport delivers numerous benefits for processors.
You are currently not logged in
-

Laughlin Conveyor
Laughlin Conveyor offers a variety of conveyor system solutions for food processing applications. By relying on high-grade stainless steel, superior welding techniques, and a clean/tubular open-frame design, these conveyors are constructed to eliminate any surfaces or harbor points for water or food to accumulate while easily withstanding the rigorous cleaning operations demanded by the industry. Machines are designed to be long-lasting, bacteria/corrosion-resistant conveyors that can withstand any food environment, no matter how large, small, wet, or cold.
You are currently not logged in -
Layton Systems
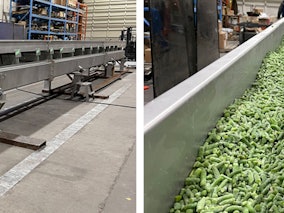
Layton Systems specializes in product feeders and conveyors for the food processing industry, designed to support efficient processing with durable, sanitary designs. The Tube Feeder/Spreader for potato processing removes excess water and fines while gently spreading product from a narrow infeed to a full-width roll sizer over a short distance, helping create consistent flow and reduce surging into downstream equipment. In addition, Layton offers a wide range of processing conveyors and feeders designed for reliable handling, including vibratory conveyors, shaker conveyors, belt conveyors, bucket elevators, hopper feeders, distribution conveyors, and custom conveying solutions for fresh, frozen, and processed products.
You are currently not logged in -

MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors for food processing applications. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles. Hopper conveyors receive processed items and convey them into a tote, grinder or feeder bowl.
You are currently not logged in -
Marchant Schmidt, Inc.
Marchant Schmidt manufactures handling equipment for cheese and other food processing facilities, including processing conveyors. Designed for direct food contact, hygienic food grade conveyors are available in flexible belt, flighted belt, urethane belt, converging and diverging designs. Marchant Schmidt offers an extensive range of specialty conveyors for processing applications, such as vacuum conveying systems. Also available from Marchant Schmidt are cheese block stacker/palletizers, dumping equipment and industrial sanitary dust collectors (SDC) for food manufacturing facilities.
You are currently not logged in
-

Mepaco, A Part of Apache Stainless
Screw conveyors, auger conveyors, incline screw and flighted sanitary belt conveyors from Mepaco are used to convey ingredients and raw product throughout a processing line. Various configurations of screw conveyors used on processing lines include inline screw, metering screw, and transport screw conveyance systems.
You are currently not logged in -
mk North America, Inc.
mk North America’s line of stainless steel food grade conveyors, CleanMove, are the perfect fit for most food processing and handling applications. CleanMove conveyors come in three different sanitary levels to provide the most cost effective solution for your food or beverage processing or packaging application. Plus, within each level we offer a variety of different conveying platforms. Flat top chain conveyors are popular in the bottling industry, while the meat industry prefers plastic modular belt conveyors. Belt conveyors come in a wide variety of styles, including positive drives and horizontal-incline units.
You are currently not logged in -

Modern Process Equipment Corporation
Drag chain, disc and tube conveyors from Modern Process Equipment are used to gently and efficiently convey products such as coffee beans, pet food, corn flakes, bakery ingredients, malts and grains and chemicals throughout a processing operation with minimum breakage or degradation. Chain-Vey tube drag conveyors (also called tubular drag conveyors or disc conveyors) are completely customizable conveyor systems, built to each user’s specific needs. Large scale food and bulk solids producers choose Chain-Vey for transporting across large spaces, between floors, or even between buildings while protecting their products from degradation, separation, sifting, and exposure to the elements.
You are currently not logged in -

Multi-Conveyor
Multi-Conveyor’s sanitary conveyors feature stainless steel construction and are built to food industry and plant specific needs for sanitation or food safety requirements. Conveyors for food and beverage processing, UL approved with UL certified controls design, are engineered to be effective, easy-clean and wash down. Most agency compliant designs (USDA, WDA, AMI, FDA, 3A, meat, dairy, BISSC, etc.) are available on request. Several frame designs have a variety of features such as clean out ports, spray nozzles, lift up belt, lift out carry way and return way. Standard sanitary features on Multi-Conveyor's processing conveyors include spaced off frame components, sanitary supports and washdown resistant power transmission components.
You are currently not logged in
Video-Enhanced Listing

Nercon Conveyor Systems
Nercon ensures optimum food-safety standards are met with sanitary conveyors designed to perform under the most demanding production environments reducing inspection issues and recalls. Featured systems include the Sanitary Z Incline Conveyor. Easy to maintain and easy to clean, Nercon’s Sanitary Z Incline Conveyors are systems that utilize a horizontal-incline-horizontal configuration and can be ceiling suspended, on casters or mounted to the floor. Available in a variety of hygienic flights, scoops and synchronized sidewalls, the sanitary Z incline conveyor carries loose, bulk wrapped or unwrapped products between floors, machines and processes.
You are currently not logged in-

North Star Engineered Products
NSEP manufactures vacuum and air knife drying conveyors to meet the specific needs of each processing application. Typically the conveyor is manufactured with blue mesh (2mm openings) food grade conveyor belting to provide good drainage. A vacuum section can be added under the belt, as well as air knives on top. Eccentric thumpers bounce the product to spread it and turn it for effective water removal.
You are currently not logged in -
Pack Air Inc.
Pack Air designs conveyors for food and dry ingredients, ideal for markets such as packaged food, raw food, and direct food contact. Designed for versatile capabilities, conveyors can handle wipe down, high-pressure caustic washdown, bakery, confectionery, cans, bottles, dairy products, frozen dinners, pizza, and many other perishable items. The stainless steel bolted conveyor is designed for bottling, filling, rinsing, high humidity, coolers, freezers, and environments prone to occasional liquid spills due to its chemical resistance and sealed food capabilities. The welded stainless steel conveyor offers features such as clean-in-place, welded standoffs, removable wear strips, cleanout holes, chain lift bars, flip-up nose bars, idle ends, removable return rollers and shafts, quick-release belt tensioners, and tool-free removable components, ensuring efficient cleaning and maintenance.
You are currently not logged in Video-Enhanced Listing
Paxiom Automation, Inc.
WeighPack’s conveyors used in food processing and dry ingredient handling applications includes the I shaped incline infeed conveyor, designed to carry bulk product from ground level to a weigh filling system. Constructed in stainless steel, these incline infeed conveyors are designed with food-grade polyurethane belts, with designs that are convenient for cleaning and sanitation. The incline conveyors feature casters, product guides, food-grade catch guarding, and a stainless steel catch pan. Other processing and ingredient handling conveyors from WeighPack include the compact footprint Smart Bowl Conveyor, a versatile system that can be used for hand load or automatic applications to fill each bowl with the required product weight prior to dispensing into an auxiliary packaging machine or hand held package. WeighPack also supplies screw conveyors to automatically convey powders, spices, ground coffee and chemicals from ground level to the Star Auger or any auxiliary filling machine.
You are currently not logged in
-

Performance Feeders, Inc.
Performance Feeders supply conveyors for food processing applications, including a custom bulk storage and elevator system. This system was designed for a food manufacturer who needed to move a whole-grain snack product to a packaging operation, which required the product to be delivered 10 ft. off the floor. The manufacturer needed bulk product storage at floor level and a way to remove as much small and broken pieces of product as possible before moving into the packaging operation.
You are currently not logged in -

PPM Technologies Holdings LLC, a Duravant Company
PPM offers a variety of dry product feeders and processing conveyor types for the food-processing industry, ranging from belt conveyors to electromagnetic vibratory, mechanical, and horizontal motion types.
You are currently not logged in -

ProMach
ProMach's Handling & Sterilizing business line is capable of solving an array of ingredient handling challenges. Whether its moving ingredients from one process to the next, separating two or more phases of ingredients at different densities, or helping increase efficiency with custom product feeders, ProMach supports both food and beverage companies in the processing space and provide completely integrated processing systems
You are currently not logged in -
Quickdraft, Inc.
Quickdraft's pneumatic food conveying systems are used extensively in a variety of applications for the meat, poultry, seafood, baked goods, fruit and vegetable processing industries. Our food conveying systems design is focused on food safety with break-apart components for easy inspection and elimination of horizontal surfaces and harborage points. The systems provide numerous benefits versus traditional methods of conveying including improvements to food safety, ease of cleaning, reduction in water use, increased production reliability and ease of maintenance.
You are currently not logged in
-
Ryson International Inc.
Ryson Bucket Elevators are an ideal solution to convey bulk materials to or from a process. The the buckets are individually tipping and can be configured with multiple individually controlled indeed or discharge points. They are often used to convey dry ingredients to a hopper or check weigher, or convey finished products to the packaging area.
You are currently not logged in -

SAUTEM LABELLERS & CONVEYORS, S. de R.L. de C.V.
SAUTEM LABELLERS & CONVEYORS, S. de R.L. de C.V. distributes and integrates Dorner brand industrial conveyors of various types for direct and sanitary food handling. Processing conveyors include helical conveyors and aerial conveyors. A customized engineering process for the customer is integrated into each ingredient and product handling project.
You are currently not logged in -

Smalley Manufacturing Company
Smalley offers over 50 separate equipment models of conveyors and other ingredient handling equipment that have been accepted by the USDA Meat and Poultry. Processing conveyors from Smalley are designed for optimum durability, reliability and easy cleaning. The Smalley Storveyor® is the answer to uniform flow of product to packaging. Designed to provide surge protection for packaging by providing in-line storage of product between processing and packaging, Storveyor® systems handle off-line storage of product when the packaging machine is down, when production exceeds the limits of packaging, or when there is a time frame difference between processing and packaging.
You are currently not logged in -

Stainless Specialists Inc.
Stainless Specialists is a supplier of sanitary conveyors for processing applications. From spiral to alpine to product sorting and orienting, SSi has experience in handling all types of difficult products. Custom, sanitary conveyor equipment for food and packaging areas in various types of facilities abides by FDA/USDA and individual plant standards. Stainless Specialists works closely with the customer to develop a conveyor from as basic as the conceptual stage to designing full line layouts in-house.
You are currently not logged in
-

Syntron Material Handling, LLC
Syntron Material Handling (SMH) is a supplier of screening feeders and troughs used in the food and pharmaceutical processing industries. All Syntron feeders are designed for low maintenance. There are no bearings, rollers, pulleys, or chains to lubricate and replace; no drive belts to stretch and slip; no mechanical wearing parts. Syntron vibrating feeders have been selected for hundreds of installations because of their versatility. Syntron light industry electromagnetic vibrating feeders are furnished with mild-steel or stainless-steel troughs. Mild-steel troughs are painted or powder-coated inside and outside with a high-quality polyurethane. To meet food and pharmaceutical requirements, troughs are available in a variety of stainless-steel finishes.
You are currently not logged in -

The Grote Company Family of Brands
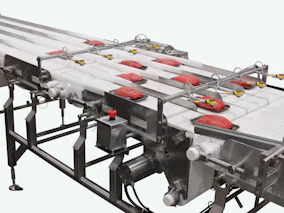
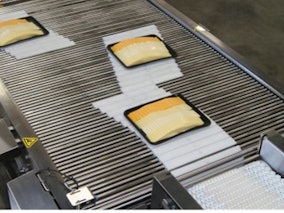
Grote's Sandwich Assembly Conveyor is customized for the production environment, factoring width, speed, configuration and more. Designed to transport sandwich products across a processing assembly line, the conveyor features adjustable belt height to accommodate automated or manual processes. Central pneumatic and electrical outlets run along length of conveyor for direct connection to online equipment. Mounting rails on either side of the belt create ideal product placement locations, using the optional tray racks and tables.
You are currently not logged in -

UniTrak Corporation Limited
Unitrak designs and manufactures customized conveying solutions for powder and bulk materials such as powders, prills and pellets. The TipTrak™ bucket elevator, used in food and chemical processing companies to elevate their value added powders and bulk products, provides handling with less spillage, low maintenance, and quiet operation. KleanTrak conveyors from UniTrak are cleated belt conveyors specifically engineered to overcome the challenges of sanitary conveying. These conveyors are designed to allow easy cleaning in food, pharmaceutical, and other washdown environments. KleanTrak sanitary belt conveyors can operate at any angle up to 75°.
You are currently not logged in -

VAC-U-MAX
Vac-U-Max supplies a wide range of ingredient and product handling equipment, specializing in custom pneumatic conveying systems and support equipment for conveying, vacuum conveying, batching, and weighing dry materials, such as vacuum conveyors and aero-conveyors. Vacuum conveying systems move product such as bulk powders for pharmaceuticals and nutraceuticals and multi-ingredients for food/beverage applications gently and quickly from point to point, with nothing in the way to impede the efficiency of its movement. Vac-U-Max also supplies bag dump stations as well as flexible screw conveyors to transport dry bulk materials at a reduced cost.
You are currently not logged in
-
Volm Companies, Inc.
Volm's conveyors and elevators are designed to efficiently transport produce from one location to another. Produce is fed onto the conveyor or elevator and is transported in the direction of belt motion. The belt runs on either a low-maintenance slat bed or stainless-steel rollers for a smooth and even motion. Return drums help with belt tension and also make sure there is no belt slippage. Conveyors can have produce sweeps included to divide produce flow, if needed. Elevators have cleats along the belt so they can transport produce to different heights. Common uses include: apples, carrots, citrus fruits, frozen produce, onions, potatoes and more.
You are currently not logged in -

Weber, Inc.
Weber manufactures automated transport, loading and infeed solutions that can be supplied as standalone machines for handling sliced cheese, meats and snacks or as part of an entire processing and packaging line. Sliced portions and products such as slices or sandwiches can be transported, buffered and inserted with automation with systems such as weUNDERLEAVE. Product handling systems are designed for high output, minimal personnel costs and effort for maintenance, and maximum hygiene and food safety.
You are currently not logged in -
WeighPack Systems, Inc. / Paxiom
WeighPack’s conveyors used in food processing and dry ingredient handling applications includes the I shaped incline infeed conveyor, designed to carry bulk product from ground level to a weigh filling system. Constructed in stainless steel, these incline infeed conveyors are designed with food-grade polyurethane belts, with designs that are convenient for cleaning and sanitation. The incline conveyors feature casters, product guides, food-grade catch guarding, and a stainless steel catch pan. Other processing and ingredient handling conveyors from WeighPack include the compact footprint Smart Bowl Conveyor, a versatile system that can be used for hand load or automatic applications to fill each bowl with the required product weight prior to dispensing into an auxiliary packaging machine or hand held package. WeighPack also supplies screw conveyors to automatically convey powders, spices, ground coffee and chemicals from ground level to the Star Auger or any auxiliary filling machine.
You are currently not logged in -
Zeppelin Systems, USA
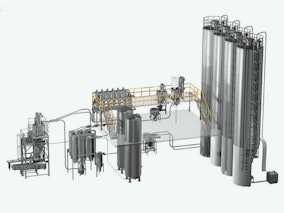
Zeppelin constructs modern systems within the food technology sector for handling raw materials focusing on the receipt, storage, discharging, conveying, processing, metering, mixing and controlling of ingredients. Food and dry ingredient handling equipment includes silos, air conveyors, discharging systems for starches and their derivatives and much more for industries including starches and proteins, bakery, confectionery, pasta, malthouses, breweries and pet food.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »