Tabletop Conveyors
(102 companies)Any flat conveyor system in a variety of formats and sizes that runs products horizontally, usually on a belt or belted system. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
-


CMCO Conveyance Solutions
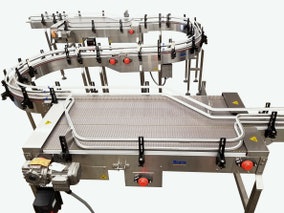
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in Video-Enhanced Listing


NCC Automated Systems
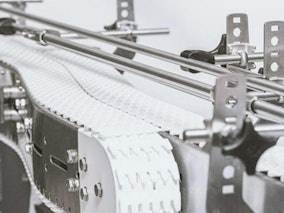
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in-

A&E Conveyor Systems Inc.
A&E Conveyor Systems supplies conveyors that are custom-designed, engineering solutions dedicated to making customer lines more efficient and productive. A&E offers a broad selection of customized conveyor and accumulator systems for production and packaging facilities that handle a wide variety of different container and package types including bottles, cans and cartons. Variety of conveyor models includes table top, mat top, cable conveyors for empty cans and related applications, magnetic conveyors, vacuum conveyors and specialty conveyors, side grip conveyors, case handling conveyors and many more. In addition, A&E designs custom and specialty conveying systems such as vacuum conveyors, tote handling conveyor systems, integrated metal detector/conveyor systems, gap transfer conveyors, discharge conveyors and more.
You are currently not logged in -

ABB
ABB’s advanced conveyor tracking module delivers market leading tracking speeds that enable high-speed picking, packing, and palletizing for significantly increased productivity. ABB also offers conveyance systems for transporting palletized assemblies on manufacturing lines, such as the ABB MS-55 conveyor solution, a friction, power roller conveyor.
You are currently not logged in
-

ABM Equipment
ABM Equipment designs, builds, and integrates all types of conveyance systems from belt and screw to tubular drag and pneumatics.
You are currently not logged in -

Acasi Machinery Inc
Acasi machinery manufactures standard conveyors for all its machines as well as custom conveyors for customers. Straight, curved, and custom tabletop conveyors are manufactured in stainless steel and have toolless guide rail adjustments. Acasi stocks 4.5-in. straight conveyors in 10-, 13-, 16- and 20-ft. lengths. Custom conveyors include 7.5- and 10-in. wide conveyors (other widths by request), L shape, U shape, S shape conveyors and any other curve configuration of virtually any length. Acasi also supplies raised, chemical resistant and sanitary conveyors.
You are currently not logged in -

Accutek Packaging Equipment Co., Inc.
Accutek specializes in manufacturing customizable conveyor systems, available in both open top and closed top sanitary designs. Accutek conveyors can be tailored to fit any desired length or width, providing flexibility to meet specific requirements. Each conveyor is constructed using robust stainless steel materials, ensuring durability and longevity. Additionally, Accutek conveyors feature height adjustable stands and variable speed drives, allowing for precise control. Whether the customer needs an open top or closed top sanitary design, Accutek offers a wide range of lengths and widths to accommodate diverse needs.
You are currently not logged in -

Advanced Manufacturing Technology
AMT offers a comprehensive array of designs of conveyor solutions, emphasizing simplicity. AMT specializes in air conveyor systems for plastic bottles such as neck ring air conveyors, deck air conveyors, and pre-form conveyors for bottle handling. In addition, AMT manufactures custom-engineered mechanical conveyors, ranging from table top systems to to specialty magnetic designs. All models are engineered for easy maintenance and changeovers, reliable performance under continuous operation, and longevity. Conveyors are designed to operate quietly and efficiently while delivering savings in energy and CO2 emissions.
You are currently not logged in
-

Advantage Conveyor, Inc.
Advantage Conveyor supplies a vast range of custom and modular conveying equipment for food and beverage, pharmaceutical, cosmetic and consumer industries. Machines include tabletop conveyors, singulating and combining conveyors, indexing conveyors, bucket conveyors, roller and ball transfer conveyors as well as a complete line of conveyor accessories such as gates, pushers, flow rails, guide rails and much more.
You are currently not logged in -

Aesus Inc.
Aesus Inc. is a supplier of conveying machinery and related parts and components. The Aesus product line includes economy belt conveyors, pack-off tables and turntables as well as conveyance components such as wireways.
You are currently not logged in -

All-Fill, Inc.
All-Fill offers durable stainless steel tabletop conveyor systems built for easy integration into existing or new packaging lines. These conveyors feature adjustable guide rails, variable-speed motors, and options such as container-indexing and no-container/no-fill sensors to ensure efficient product handling. Standard lengths include 6-foot and 8-foot models, with custom lengths available.
You are currently not logged in -

AmbaFlex, Inc.
Ambaflex offers the AmbaVeyor modular conveyor system, featuring a sideways flexing belt that can perform upward and downward bends. Straight, inclined and curved tracks are possible in this one-drive conveyor system, which can extend over distances of up to 50 meters. The AmbaVeyor Curved Solutions series offers nine pre-assembled curved solutions that are available for integration into traditional conveyor lines facing complex conveying issues. Configurations are: straight, gooseneck, curve, u-shape, S-curve, hockeystick, helix, horseshoe and lightbulb.
You are currently not logged in
-

AND&OR AMERICA
AND&OR's offers a wide range of conveying equipment designed for containers, bottles, and packs, including straight belt conveyors with optional vacuum capability to improve container stability. Conventional tabletop chain conveyors, constructed from aluminum or stainless steel, are designed to convey bottles, cans, or canisters in single file. Air conveyors for PET or HDPE bottles feature stainless steel pneumatic construction with manual or automatic guide adjustment and are suited for medium- to high-speed lines handling lightweight containers. AND&OR AMERICA elevator and lowerator conveyors enable container elevation or descent up to 7 meters. Box and pack conveyors support secondary packaging, handling cartons, trays, and shrink-wrapped packs using roller or modular wire mesh configurations.
You are currently not logged in -

Apex Filling Systems
Conveyors from Apex Filling Systems are available in a wide array of configurations to handle varying sizes, shapes and materials of demanding bottling machine applications. The traditional stainless steel SC series conveyor comes standard with a 4.5-in. Acetal chain in 5-, 10- ,15-, and 20-ft. lengths, feet, with custom lengths also available. The SC series conveyors are variable speed, gear-driven and constructed of heavy duty 304 stainless steel. Modular design of the Apex SC series conveyor allows for easy integration into existing equipment now or for additional sections to be easily added in the future. Options include curved 90/45 degree sections for L, U, and S shapes, sanitary construction (elevated chain, to facilitate washdown), and TEFC washdown-duty motors and controls.
You are currently not logged in -

APPS Inc.
In addition to its line of electronic tablet counters, APPS supplies a five-foot bottle conveyor, tablet caddy with integrated lift unit, and bottle indexers engineered for pharmaceutical bottle filling lines.
You are currently not logged in -

APS Packaging and Automation
APS Packaging & Automation designs and manufactures a wide range of conveyors for any kind of package. APS Packaging & Automation's product line includes conveyors featuring stainless steel frameworks, guide rails with a low friction coefficient and sensors that detect the presence of containers. The company can also optimize the flow of the containers to obtain a optimum feed to other packaging machines in the line.
You are currently not logged in
-

Ascend Packaging Systems, LLC
The SureClean conveyor belt is marketed as the first sanitary conveyor designed and built specifically for the pharmaceutical and nutraceutical industries. The primary focus in its patented design was to eliminate places where spilled product could collect or accumulate. This innovation minimizes cleaning times and accelerates overall process.
You are currently not logged in -

Ashworth Bros., Inc.
Ashworth Bros., Inc., headquartered in Winchester, Virginia, manufactures and services both metal and plastic conveyor belting for straight running, turn-curve, low-tension and self-stacking spirals.
You are currently not logged in -

Auto-Mate Technologies LLC
CONVEYS-ALL® modular conveyor designs require no tools for adjustments. Standard components allow for simple in-house installation, reducing downtime and ensuring easy maintenance. Pre-assembled modules connect seamlessly, and the standard stainless steel frame eliminates issues with painted surfaces and non-sanitary systems. Each conveyor component can be mixed, matched, reconfigured, or added on as needed. These modular, cost-effective designs can be easily modified to meet future requirements. Competitively priced, CONVEYS-ALL conveyors feature high-quality materials and components, ensuring rugged construction, reliability, and long-term operation. All systems come with a 3-year guarantee. Off-the-shelf conveyor components can be shipped within 48 hours of order receipt. Depending on size, these modular pre-engineered conveyors come fully or partially assembled, with fully assembled systems broken down for crating purposes. Shipping options include common carrier or express service.
You are currently not logged in -

Batching Systems, Inc.
Batching Systems manufactures heavy-duty tabletop, infeed, discharge, and flighted conveyors. Bulk product pre-feeders provide easy ergonomic hydraulic drop and lift load height, gentle non-abrasive product handling, effective disentangling and uniform product flow. System includes a vibratory pre-feeder, precision product metering and storage hopper all in one. Heavy-duty construction and gentle product handling. Easy filling, effective disentangling and uniform discharging of products like long screws and other hardware items. The Sure Feed Hopper Lift consists of a vibratory feeder mounted above counting, weighing or processing equipment, on a stand that is designed to allow the feeder to drop back and down to an ergonomic load height. The operator uses the hand control to bring the feeder down to load position while the counter, scale or processor continues to run, resulting in zero down time for product re-fill. Once product is filled, the operator returns the hopper to feed height to resume product delivery.
You are currently not logged in
-

Benchmark Automation
Benchmark Automation manufactures infeed systems for cartoning applications as well as belt conveyors, mat conveyors, vibratory conveyors and other systems used in food product conveying. Benchmark’s partnership with Intralox allows for utilization of ARB Series 400 belting. This series belt is constructed with 30-degree rollers that when activated move product laterally across the belt while the belt is moving. ARB belting operates by transporting product on angled rollers that rotate independent of the belt.
You are currently not logged in -
Bevco Sales International
Bevco conveyors are specialized for the food, beverage and consumer goods industries. Conveyor products, including tabletop, mat-top, air/pneumatic conveyor, and six-lane variety pack conveyors, are engineered to move containers and packages of various sizes along processing lines with maximum efficiency and reliability. Bevco offers custom designed conveyors to suit production needs of their customers.
You are currently not logged in -

Boston Conveyor & Automation (An Mpac Group Company)
Boston Conveyor & Automation manufactures stainless steel conveyors that meet a wide range of industry standards, from wipedown construction for GMP and packaged product handling to fully welded sanitary conveyors for the most stringent USDA and EHEDG applications. Product line includes wipedown conveyors, washdown conveyors, sanitary conveyors and ultra sanitary conveyors. Product line accommodates belt types ranging from modular plastic to table top chain, fabric, homogenous, and wire belts. Boston Conveyor & Automation also offers switching conveyors for horizontal, multi-lane and vertical multi-lane applications.
You are currently not logged in -

Bradman Lake Inc.
Bradman-Lake designs fully automatic distribution systems and row feed stations that offer flexibility in operation and are capable of accepting normal irregularities in the product itself and the product supply rate for food processing, candy processing and related applications. Engineered to handle delicate, sticky, friable and fractious products, Bradman-Lake’s Automatic Distribution Systems (ADS) are designed to effectively present product to the next stage of the wrapping cycle. Row feed stations are specifically developed for production and packaging lines. As each row is transferred onto the primary belt, they are conditioned by a pneumatic/servo row aligner, depending on speed.
You are currently not logged in
-

BW Packaging
Ambec conveying, accumulation, and buffering systems move cans, bottles, cases, and pallets with reliability and control. Solutions include vacuum, air, accumulation, and single file FIFO buffering with minimal changeover to maintain flow and absorb disruptions. Backed by more than 50 years of line design and controls expertise, Ambec conveyor systems are engineered and supported within BW Packaging.
You are currently not logged in -

Chantland MHS
Conveyors from Chantland MHS include bag handling conveyors and flatteners, bulk and incline conveyors, in addition to a wide range of package handling conveyors. Packaging conveyors include king size portable conveyors, flat roller bed conveyors, floor-to-floor flat slider belt bed belt conveyors, and many more. Specialty bag application conveyors include closing conveyors for filled bags, bag transfer conveyors, roller bed bag flatteners, bag turners, bag kickers, stacker conveyors and many others. Custom designed conveyors for specialty one-of-a-kind applications are also available.
You are currently not logged in -

Chase-Logeman Corporation
Chase-Logeman offers rotary units for sorting, conveying, and collecting a wide array of plastic and glass vials and bottles, including accumulation and surge tables and combination unscrambling/accumulations units for cGMP pharmaceutical, diagnostic, and healthcare sterile and non-sterile applications. Easy-to-clean sanitary conveyor systems handle a variety of container types including a wide range of bottles and vials throughout various pieces of equipment and processes. Machines feature easy-adjust guide rails and cleanable surfaces for cGMP applications. Adjustable speed conveyor motors ensure proper container handling.
You are currently not logged in -

CLE Can Lines Engineering
Can Lines Engineering (CLE) supplies conveyors used not only on can lines but in other food and beverage, pharmaceutical, dairy, nutraceutical and consumer packaged goods applications. Conveyor products include case conveyors; mat top and table top conveyors for trays and cans; sanitary goods conveyors; cable track conveyors for steel, aluminum or plastic containers; dual-chain gripper and elevator conveyors; magnetic bed conveyors and many other conveyor styles.
You are currently not logged in
-
CMCO Conveyance Solutions
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in -
Coesia Group
Coesia supplies conveying systems through its Flexlink brand. Flexlink’s extensive product line includes plastic chain, modular belt, spiral conveyors and wedge conveyors. Flexlink offers nine different plastic chain conveyor systems (six aluminum and three stainless steel) with four sets of conveyor equipment for pallet systems (single and twin track). All are easy to assemble with standard hand tools to quickly get the chosen conveyor system up and running. Flexlink’s spiral elevating solutions work perfectly in filling and packing lines, in applications ranging from handling individual parcels or totes to items such as shrink-wrapped bottle packs or cartons.
You are currently not logged in -
Container Handling Systems Corporation
CHSC conveyor systems offer a wide variety of design options to meet customer conveying needs. Products include table and mat top chain conveyor systems, air deck conveyors and Zone Touch zero pressure tabletop conveyors. CHSC also supplies cable conveyor systems for conveying metal cans. Related conveying systems include pressureless single filer systems as well as bi-directional and in-line flow accumulation tables.
You are currently not logged in -

Conveyor & Automation Technologies, Inc.
Conveyor & Automation Technologies, Inc. designs and manufactures custom conveyor systems for food and beverage, warehouse, and material handling, for a range of operation environments and applications, including case conveying. Their conveyor portfolio includes in-line and bi-directional accumulation systems, case conveyors, and integrated material handling lines designed to work with sorting, palletizing, and control systems. Case conveyor options include plastic mat-top conveyors, zoned zero-pressure and reduced-pressure accumulation, brake and meter belts, dual-belt case turners, and motor-driven roller conveyors, supporting controlled product flow, accumulation, and orientation within automated production lines.
You are currently not logged in
-

D&F Equipment Sales, Inc.
D&F supplies mat top, rollers, ball transfer and other conveyors used in food processing as well as finished package and case conveyance. The DFGR50 gravity full box conveyor features 2-in PVC rollers. D&F also designs and custom fabricated conveyor and food handling systems.
You are currently not logged in -
DCC Automation
For over 70 years, DCC Automation has been a trusted provider of conveyor solutions for the food, beverage, and dairy industries. DCC Automation's hygienic, stainless-steel designs are built for durability, easy sanitation, and long-term efficiency, helping facilities reduce downtime and keep production moving. DCC Automation offers a wide range of systems, including tabletop, mat-top, air, and alpine conveyors, as well as custom sanitary designs tailored for specialized applications. Backed by expert service, aftermarket parts, and a legacy of engineering innovation, DCC Automation ensures your production line operates at peak performance.
You are currently not logged in -

Descon Conveyor Systems
Descon provides a complete suite of conveyor solutions for a range of applications, with a focus on the particular demands of the food and beverage industry. Featured systems include Descon’s full line of integrated case conveyors, designed for strength, rigidity and performance. Descon conveyor products also include plastic modular belting, low-back pressure type chains as well as accumulation and friction/non-friction top chains for braking.
You are currently not logged in -

Dillin Automation Systems Corp.
Dillin Automation Systems supplies a range of conveyors handling numerous applications, including drag chain, belt-driven conveyors, mat top, slider bed belt, table top and roller conveyors. Featured conveyors include the Air Deck, which conveys and accumulates everything from candy, caps and cartons to pouches, bags and bottles with a 400 fpm throughput. Other conveyors include Soft-Touch, with a roller bearing design that allows low back pressure handling for a variety of products: cups, totes, slug, cartons and more. Conveyors can be supplied as standalone or integrated as a complete, customized system.
You are currently not logged in
-

Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in -

DMM Packaging, Inc.
DMM Packaging supplies rubber conveyor belts using industrial conveyor rollers in addition to being a custom conveyor equipment manufacturer. In addition to its belts and custom conveyors, DMM also engineers related equipment such as elevators and lowerators, accumulation tables and transfer elevators.
You are currently not logged in -

Duravant
Duravant manufactures conveyors for every plant that handle applications ranging from upright bagging and turning/kicking, to conditioning, stacking and unique power curves.
You are currently not logged in -

Dyco, Inc.
Dyco tabletop conveyors are excellent for streamlining the transfer of materials or products. Dyco offers extensive tabletop conveyor experience and single-source fabrication, installation and service of systems it designs.
You are currently not logged in
-

E-PAK Machinery, Inc.
E-PAK variable speed conveyors are designed for various production needs of the end user and are available in a wide variety of lengths, widths, and construction materials and types for different packaging environments. Conveyors come in both straight and curved configurations (L, S, and U-shapes) to help end-users maximize their production proficiency and fit space requirements. Modular designs allow for adding complete conveyors or extensions to existing production lines. E-PAK also specialize in bi-flow and cooling conveyors.
You are currently not logged in -

E2Pack USA
E2Pack USA provides a complete engineering services for the construction of conveying lines for empty, full and packaged PET, aluminum and tinplate cans, as well as empty, full and packaged glass containers and HDPE containers, bins, crates, cartons, trays, bundles and jerry cans, pouches and more. E2Pack USA lines use different types of conveying systems to guarantee the optimal solution based on the type of product processed, with production capacities ranging from 100 to 2000 containers per minute.
You are currently not logged in -

EAM-Mosca Corporation
Complementing its line of strapping machines are specialty powered and gravity entry and exit conveyors. Conveyors feature controls to integrate production lines with strapping equipment as well as 90-degree transfer or bump turn options can rotate products for cross strapping or divert for storage or shipment. Conveyors and turning options can be fully integrated into an existing or new line.
You are currently not logged in -

Eastey
Eastey’s EC1248 and EC1848 variable speed conveyors are designed for reliable stand-alone product transport during product marking of primary or secondary products such as cases. Models are engineered to make a convenient add-on infeed or exit feed conveyor to existing case taping or shrink wrapping equipment, and can be integrated with inkjet printing equipment. Each conveyor comes pre-drilled in multiple locations to easily add printer and encoder mounting brackets. The smooth drive belt provides consistent speed for reliable, scannable barcoding and product transfer.
You are currently not logged in
-

EQUITEK
In addition to its extensive line packaging equipment, Equitek distributes tabletop conveyor systems. The TML or TMC series conveyor system covers a line of linear or curve handling capable slat chain conveyors. For more information on Equitek’s conveyors, click on the link below to be directed to the conveyor page of their website.
You are currently not logged in -

Excelis Automation
Constructed with heavy-duty stainless steel, SureKap's tabletop conveyors are available in most lengths and belt widths of either 4.5-, 7.5- or 10 in. Each conveyor features a variable speed drive, acetal low friction belt and adjustable height. Conveyors also feature poly-plastic belts. No change parts are required for these conveyors.
You are currently not logged in -

FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in -

Flex-Line Automation Inc.
FlexLink tabletop conveyors are built of stainless steel and aluminum. Company also offers hygienic solutions, mK belt and chain conveyors, Titan heavy duty roller conveyors and more. Featured products include the FlexLink conveyor system, designed for flexibility of product handling for industries that require delicate handling for smaller, more sensitive products like pharmaceuticals, aerosol cans, personal care products and more.
You are currently not logged in
-

FlexLink Systems, Inc.
FlexLink offers a range of conveyor systems. Product line includes flexible conveyors, plastic chain conveyors, wide belt conveyors (WLX), automated assembly and material handling systems (aluminum conveyors and stainless steel conveyors, the X-Series). Pallet and puck conveyor handling systems permit efficient single piece flow solutions. Each can be adapted to varying environments.
You are currently not logged in -

Forpak
The Forpak line of conveying equipment is designed and manufactured for continuous-use, wash down capable, and food grade applications. All conveyors are built to last with stainless steel construction, seven-gauge side rails, variable speeds and indexing drive.
You are currently not logged in -
GlobalTek Equipment
GlobalTek Equipment makes a Raised Bed Sanitary Conveyor, designed to prevent bacteria growth caused by spills on the conveying line. It features a raised table top plastic belt, preventing the accumulation of debris underneath and enabling easy wipe-down maintenance and sanitation without disassembly. This unique design caters to the specific requirements of the food industry, ensuring compliance with food safety regulations. Additionally, it is suitable for chemical, nutraceuticals, pharmaceutical, and other industries with similar needs.
You are currently not logged in -

High Tek USA
High Tek USA supplies incline conveyors and bucket elevators designed to be durable and dependable. Featuring a high quality stainless steel construction, conveyors are designed tol meet and exceed customer needs. Incline conveyor features a “bolt to floor” design with aluminum or stainless diamond plate floors and 304 stainless steel or mild steel chassis. High Tek’s bucket elevator can be used with their Standard Combination Weigher and features variable speed control, a customizable discharge height and a capacity of 1.8- or 3.8-liter loads.
You are currently not logged in
-

Hoosier Feeder
Hoosier Feeder Company offers a full line of conveyors to fit the application from robust and durable conveyors for heavy parts or light, flexible conveyance for high-speed applications. Platforms include belt, modular chain, wash-down food grade, and chain conveyors.
You are currently not logged in -

Houdijk North America, Inc.
Houdijk’s conveyor and accumulation systems form the critical link between oven output and packaging, delivering smooth, high-speed product handling. Their conveyors feature independent drives per section to ensure synchronization, accessibility, and ergonomic efficiency, and are engineered for gentle handling and easy cleaning. Accumulation buffers, including vibratory, inflow, and tray buffers such as FIFO Tray Buffer, absorb downstream stoppages and maintain line efficiency by providing temporary storage between processes. Systems integrate vision-backed monitoring to track product flow, detect shortages or jams, and support rapid, tool-free changeovers according to Poka-Yoke principles. The modular, hygienic design offers flexibility for future expansions, minimizing manning and maximizing throughput to keep biscuit and cookie lines running reliably from oven to wrapper.
You are currently not logged in -
Inline Filling Systems, LLC
Inline Filling Systems supplies tabletop chain conveyors with flex chain constructions, allowing conveyor systems to operate in virtually any elevation or direction to fit a room or process requirement. Specializing in conveyors used in liquid filling applications, Inline Filling Systems offers conveyors constructed for hazardous locations, heat resistance, chemical resistance as well as flex chain, sanitary conveyor and standard conveyor construction models.
You are currently not logged in -
Integrated Packaging Machinery
Each conveyor designed and built by Integrated Packaging Machinery is unique to its clients’ business and operations. Product and case conveyor systems offered by Integrated Packaging Machinery include mat top, table top, accumulation conveyors, slow down table conveyors, single filer, and belt conveyors. USDA-style conveyors are also designed with tool-less removable UHMW carry-way and return-way chain guides for easy removal and cleaning.
You are currently not logged in
-

Kaps-All Packaging Systems, Inc.
Kaps-All supplies CONVEYS-ALL® modular conveyor designs that require no tools for adjustments. Standard components are used for simple and complete in-house installation eliminating expensive downtime and ensuring easy maintenance. The pre-assembled modules are easily connected together, offering flexibility of use as each conveyor component can be mixed, matched, reconfigured or added-on when needed. The standard stainless steel frame eliminates painted surfaces, aluminum extrusions and crudely welded non-sanitary systems on the market. CONVEYS-ALL conveyors are competitively priced and feature high quality materials and components, along with rugged construction, reliability and longevity of operation. All conveyor systems are guaranteed for 3 years. "Off-the-shelf" conveyor components can be shipped within 48 hours upon receipt of order.
You are currently not logged in -

Keenline Conveyor Systems, LLC
Keenline offers a line of super-sanitary designed conveyors for handling raw food and raw materials. In addition to its standard stainless steel conveyor lines, Keenline offers these custom designed conveyors to meet all raw food and food conveyance needs. Keenline builds a wide range of z-incline and z-decline conveyors that are easy to clean and clean in place products. USDA, FDA, 3A, meat, dairy, etc.) are all available design specifications upon request.
You are currently not logged in -

Lagrotta Packaging Group Inc.
Lagrotta Packaging offers a diverse range of conveyors designed to meet specific product handling needs with precision engineering and seamless integration. Built for durability, efficiency, and strict hygiene standards, these systems enhance production while minimizing maintenance requirements. Lagrotta’s conveyor solutions are ideal for industries requiring flexibility and reliability, supported by technical expertise and customer service. Lagrotta Packaging's product range includes single-filers, accumulation tables, case conveyors, modular belt conveyors, tabletop conveyors, incline and decline conveyors, hygienic conveyors, bottle conveyors, and roller conveyors, all crafted to optimize performance and streamline operations across various applications.
You are currently not logged in -

Laughlin Conveyor
Laughlin Conveyor offers a variety of conveyor system solutions for nearly every industry and application. Laughlin offers modular plastic belt conveyors, table top chain conveyors, composition belt conveyors, rod style metal belt conveyors, driven and gravity roller conveyors among other types.
You are currently not logged in
-

Linker Equipment Corporation
Linker Equipment Corp. designs and engineers bottle conveyors for conveying different types of products between machines within the filling line. Linker offers air conveyors (applied in conveying of empty PET bottles), cable conveyors (for conveying empty cans), table top conveyors (for conveying empty or full cans and PET bottles), case conveyors (for carton plastic cases), and more.
You are currently not logged in -

Liquid Packaging Solutions, Inc.
Liquid Packaging Solutions manufactures conveyors for bottle transfer, loading, laning, accumulating and more. Conveyor line height, width, material and other construction components will be matched to the project at hand.
You are currently not logged in -

MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles.
You are currently not logged in -
Marchant Schmidt, Inc.
Specialists in cheese processing equipment, Marchant Schmidt also offers hygienic food grade conveyor systems that are continuously welded with special design provisions. When direct contact hygienic conveyors are not required but washdown is still important, Marchant Schmidt’s bolted construction conveyors can provide robust cleanable design. Marchant Schmidt also offers an extensive range of specialty conveyors with popular options include popup transfers, lane diverts and converger/divergers.
You are currently not logged in
-

mk North America, Inc.
mk North America provides a wide selection of standard and custom conveyors, as well as a full line of factory equipment, from chain and cleated belt conveyors to flat belt and modular plastic belt conveying systems. Company also offers conveyor engineering design services to help both end-users and integrators serve their industry requirements.
You are currently not logged in -

Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in -
MULTIVAC Group
Multivac’s MCX conveyor systems feature automated infeed and transport for maximum efficiency. Belt systems are designed for a high level of flexibility and durability, with every aspect of their design engineered so that products, trays, and packs are always transported at maximum output, with minimum usage of energy resources, and optimum utilization of the available space. This means that investment and operating costs are low, while the added value for customers is high. MULTIVAC belt systems can be seamlessly integrated into packaging lines and their machine controls. As stand-alone solutions, they work continuously or are sensor-controlled. Their operation is simple, intuitive and safe.
You are currently not logged in Video-Enhanced Listing
NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in
Video-Enhanced Listing

Nercon Conveyor Systems
Nercon’s line of conveyors will move end-user products up or down, side to side, in addition to accumulating, rotating and turning. The ProCore® conveyor line features different types of conveyor systems and packaging equipment, including mat top, tabletop and belt conveyor systems. Manufactured in-house for fast delivery and installation onto factory floors, ProCore® conveyors are extensively tested for increased up-time performance. All ProCore® models are built with a standard base of equipment that allows it to be modified for customer preferences, making it a hybrid between standard “one-size-fits-all” and a custom product. Nercon also offers HydroCore® hygienic clean-in-place (CIP) conveyors and sanitary clean-out-of-place (COP) conveyor systems, designed and manufactured for efficiency, fewer repairs, less time between product changeovers, more uptime and increased profit margins. Sanitary Z incline conveyor and washdown spiral are engineered to help meet today’s stringent sanitary standards while still optimizing production operations.
You are currently not logged in-

Newmapak Ltd.
Newmapak offers a comprehensive range of Vetromeccanica conveyors, designed to optimize production lines across industries like food and beverage, wine and spirits, personal care, and more. These include air conveyors for lightweight empty containers, chain conveyors for stable transport, vacuum conveyors for precise movement. Vetromeccanica's modular conveyor designs accommodate various container shapes and materials, making them suitable for diverse production needs.
You are currently not logged in -

OK International Corp.
OK International specializes in custom-designed stainless steel food handling conveyors tailored to various industries, including bakery, meat, poultry, seafood, dairy, and produce. OK International's product line includes gravity roller conveyors with interchangeable rollers, belt conveyors featuring USDA/FDA-approved belts, table top conveyors with modular plastic belting, slat top chain conveyors suitable for diverse applications, and chain-driven live roller conveyors designed for heavy-duty use. These conveyors are engineered for easy cleaning and seamless integration with existing packaging machinery.
You are currently not logged in -

Pack Air Inc.
Pack Air offers conveying solutions for a wide range of industries, including paper/tissue/non-wovens, food and beverage, CPGs, health and hygiene, warehousing and distribution, end-of-line, industrial and specialty, and industrial controls. Their product portfolio encompasses conveyor systems with mild steel, plastic, and stainless steel construction options, along with belts in various materials like fabric, rubber, and modular plastic. Pack Air also supplies air conveyors, zero tangent modular belts, and custom-fabricated solutions, as well as control systems, specialty devices, and controls for conveyors.
You are currently not logged in
-

Packaging Dynamics, Ltd.
Packaging Dynamics, Ltd. offers custom configured, job specific-sized conveyors. Supplier works with existing line layouts to offer customers a cost-effective solution to meet plant requirements. Conveyors can be equipped with transfer plates and product diverters as well as bi-directional and serpentine accumulators.
You are currently not logged in Video-Enhanced Listing

Paxiom Automation, Inc.
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in-

Performance Feeders, Inc.
In addition to its feeding equipment, Performance Feeders supplies conveyors such as the AutoKinetics Model 55 Conveyor for light-duty, low-profile center-drive and end-drive applications. Performance Feeders also customizes belts for belt conveyors, plastic chain conveyors, steel mesh conveyors, incline-decline conveyors, timing belt conveyors and vacuum conveyors.
You are currently not logged in -

Posimat
Posimat supplies conveyors specifically designed for handling empty plastic bottles and cans on bottling and canning lines; equipment includes air conveyors, mass conveyors and tabletop conveyors. POSIJET air conveyor with twin guides encapsulates the bottle above and below the neck ring, which avoids leaving marks on the bottle's neck and provides better stability to the bottle, even at very high production line speeds. Mass conveyors use modular belts to transport mass quantities of empty plastic bottles in straight and vertical elevations. Posimat's vacuum table top conveyors are designed for flat-base empty bottles
You are currently not logged in
-

Precision Automation Company, Inc.
Precision Automation Company integrate conveyors from suppliers including Hilmot LLC, Roach Conveyors, TGW Conveyor Systems, Span Tech Conveyors and Daifuku Wynright. Range of conveyors are designed for a wide variety of products: cases, bottles, cans, pallets, drums, containers and more. Areas of expertise include sanitary food and beverage handling, conveyor systems for shipping applications, carton and case handling, and individual product conveying for food, beverage, pharmaceutical and consumer products. The process starts with the investigation and understanding of the customer’s needs. Precision Automation manages the entire conveyance project with thorough analysis, all the way through installation and training.
You are currently not logged in -

PROBAT
A. C. Horn Manufacturing makes collating conveyors, pack-off conveyors, and pack-off tables. The single lane collator accepts bags from the packaging machine, gently conveying them into a collating conveyor. The collator then aligns the bags for easy packing. The collator can also count and group the bags to the customer’s case configuration. Company's Smart Pak conveyor gently conveys bags from the packaging machine to the pack-off table or individual case. The loose pack adaptation allows the packer to easily convert to the flipper option, which automatically counts and distributes bags at speeds up to 140 bags per minute.
You are currently not logged in -

Project Services Group Inc.
PSG manufactures sanitary conveyor systems and equipment designed to meet USDA and FDA standards. PSG provides turnkey design services to ensure processing and packaging requirements are achieved while maintaining consistent product quality, easy cleaning, and reliable operation. With a broad and diversified line of sanitary conveyors, including tabletop conveyors, modular polypropylene or nylon belt conveyors, sanitary PVC-coated and urethane belt conveyors, and stainless steel belt conveyors, PSG conveyors support applications including material handling, cooling, drying and proofing, accumulation and surge, as well as case handling and case turning.
You are currently not logged in -

ProMach Integrated Systems
Statera offers a full range of product, case, and pallet conveyor technologies as well as customized conveyor sections for specific applications. Specialists in turnkey projects for complete or partial lines requiring single source accountability, Statera works with a wide variety of packaged goods industries including ready-to-drink beverages, bottled waters, nutritional products, distilled spirits, sauces and dressings, pet foods, automotive fluids, personal care products, and home care products. Product conveyor technologies accommodate both rigid and flexible primary packages including bottles, cans, jars, jugs, tubs, bowls, pouches, bags, and pails. Company also offers puck container handling systems for primary packages that require them. Statera MDR case conveyors are designed for corrugated boxes, cartons, trays, trays with shrink, bags, shrink bundles, or crates.
You are currently not logged in
-

QC Conveyors, a Duravant Company
Conveyors for a wide variety of applications include modular plastic chain conveyors and belt conveyors, for washdown and heavy duty applications. Product line also includes tabletop and magnetic conveyors and beyond. Conveyors handle speeds up to 416 fpm and loads up to 800 lb. and widths from 2- to 48 in.
You are currently not logged in -

R. L. Craig
R.L. Craig's line of conveying equipment includes tabletop, split-belt, belt, mat top and end-to-end conveyors. In addition, R.L. Craig offers conveying accessories such as support rails, adjustable guide rails, uprights, support bases and related conveyor components.
You are currently not logged in -
Rexfab
Rexfab offers conveyor solutions for the entire production line. Rexfab can help automate high-volume production lines in the baking and food industries. Conveyor solutions are designed to meet all production and sanitary requirements. They feature stainless-steel construction for resilience and ease of cleaning, and modular plastic belting with a variable AC gear motor for optimal performance.
You are currently not logged in -

Scott Automation
Scott Automation provides a wide range of case conveyor systems for efficient handling of unit loads in material handling and logistics operations. Their offerings include belt, slat-chain, modular belt, and roller conveyors for horizontal and inclined transport, designed to perform reliably even in demanding environments such as cold storage or dusty facilities. For vertical movement, they offer slanted conveyors, spiral conveyors, index elevators, and platform elevators. The modular conveyor range features EvoLink control technology, enabling fast reconfiguration, real-time monitoring, and smart Industry 4.0 connectivity. EvoLink modules handle loads up to 50 kilograms and operate quietly on 24V DC, with easy maintenance and quick module replacement to reduce downtime and support flexible, high-efficiency production lines.
You are currently not logged in
-

Sealed Air Corporation
Sealed Air Corporation supplies infeeds and conveyors designed specifically for production automation in vacuum chamber applications. CRYOVAC® brand infeed and conveyor systems are used to position and transport bagged products from loading equipment to vacuum chamber equipment in an automated, and most efficient way possible to help maintain optimal production speeds. Accessories are custom designed to work with customer operational requirements that account for speed, product size, machine dimensions, and use of utilities.
You are currently not logged in -

Sentry Equipment Erectors LLC
Sentry Equipment & Erectors supplies a range of conveyors, including tabletop, case conveyors, neck guided air conveyors for bottles and isometric air conveyors, as well as activated roller belts. Sentry's Pack conveyors are specifically designed for hard-to-handle packages, including multi-packs such as film bundles, decorated cartons, and banded six-packs.
You are currently not logged in -
Shrink Tech Systems
Shrink Tech Systems presents three distinct conveyor solutions – the STS Lugged Conveyor, the STS Belted Conveyor, and the STS Plastic Table Top Chain Conveyor. The STS Lugged Conveyor offers a robust lugged style or flight bar design with all-steel construction, powder coating, and a stainless steel top for durability. It features AC variable speed control, integrated wrapper control, and stand-alone control options. The standard length is 5 feet, but it can be customized to meet specific length requirements, along with options for stainless steel construction and voltage preferences of 120 or 230 volts. The STS Belted Conveyor is an FDA-compliant model with a rigid back guide and similar construction features as the lugged conveyor, along with several customization options. The STS Plastic Table Top Chain Conveyor comes with FDA modular belts and is built to order.
You are currently not logged in -

Sidel Inc.
From plastic or glass bottles and metal cans to cartons, jars, and more: Sidel transport conveying solutions can handle all materials and shapes, while ensuring autonomous operation and up to 160,000 containers per hour. Transport conveying solutions run a wide variety of products, shapes, and formats with output to 160,000 containers/hour, and are designed for applications in beverages, food, home and personal care, chemicals, pharmaceutics, among others. The Gebo Conveying system is a compact, efficient system designed to detect fallen bottles and remove them from the conveyor without disrupting product flow.
You are currently not logged in
-

Ska Fabricating
Properly integrated conveyance options from Ska Fabricating help keep lines running smoothly and without interruption. Conveyance can allow for more seamless transition between container types or SKU and optimize throughput; having proper accumulation can increase ROI by reducing down time and wasted product. Ska Fab offers accumulation and tabletop conveyors and S and Z style side-grip lowerators, in addition to pallet handling conveyors.
You are currently not logged in -
Smalley Manufacturing Company
Smalley supplies a wide range of sanitary conveyor systems targeting the food processing industry, including vibratory conveyors, belt conveyors, bucket lifts, pack-off conveyors, spiral let downs and related systems. Smalley belt conveyors feature standard options including formed sheet metal frames, tubular frames, slider bed and troughed bed designs. Conveyor widths and lengths are available to suit any application requirements with unlimited configurations. Sanitary frame designs are available in stainless steel to offer the best in corrosion resistance for washdown applications.
You are currently not logged in -
Sourcelink Solutions, LLC
SourceLink is an authorized distributor of Dorner conveyors. It also partners with ACSI and Interroll to offer a wide range of conveying equipment. Dorner conveyor products include flat belt, table top chain, mat top chain and cleated conveyors.
You are currently not logged in -

Span Tech, LLC
Span Tech LLC designs durable plastic chain conveyors and material handling solutions. Span Tech develops unique, customizable technical solutions for processing applications in core industries that include: food production, beverage production, manufacturing, packaging, distribution, cosmetics, pharmaceuticals, and e-commerce. Vast conveyor line includes standard curving and straight conveyors, incline conveyors, changing elevation topper lifts, spiral elevators, twist conveyors, microspan and wire mesh belt transfer conveyors, conveyor components, guide rails, conveyors for metal detector systems and much more.
You are currently not logged in
-
Stainless Specialists Inc.
SSi’s custom-made conveyors are used in a range of packaging applications for an wide variety of manufacturing and processing facilities, ranging from the food to the automotive industry. In addition to conveyors, SSi also offers a custom 3D scan within or around existing facilities or conveyors in order to measure the area around tight spaces to help reduce downtime during installation of new conveyors.
You are currently not logged in -
Standard-Knapp, Inc.
Standard-Knapp designs custom stainless steel conveyors for seamless material flow in both wet and dry packaging environments. Built for continuous operation, these conveyors feature modular and flat top chains, rollers, and belts, with options for vertical conveying and automatic adjustments. The 496 Triangular Conveyor, for example, optimizes product stability during transitions. Engineered for flexibility and future expansion, these systems use high-quality gear motors with frequency converters and soft start features for enhanced performance and reliability.
You are currently not logged in -
Syntron Material Handling, LLC
Syntron Material Handling (SMH) provides bulk material handling solutions in a variety of markets including chemicals, packaging and food. The equipment line includes Link-Belt conveyor idlers, underground mining and terminal equipment, screw conveyors, bucket elevators; and Syntron vibrating feeders, screens, bin vibrators, belt conveyor idlers, bucket conveyors, screw conveyors and more. SMH also designs and manufactures engineered products and systems for customer-specific applications.
You are currently not logged in -

Tessera Group Inc.
George A. Wright, a Tessera Group company, specializes in the design, manufacture and integration of customized specialty stainless steel conveyor systems, secondary product handling conveyors, CDLR roller conveyors, and 24 V DC roller conveyor systems.
You are currently not logged in
-

Tetra Pak Inc.
Tetra Pak applies the same attention to detail in designing downstream equipment as we do to our filling machines. Conveyors feature chains built to minimize vibrations and prevent package turning and large openings on the sides for easy accessibility during cleaning and inspection. Featured conveyors include the Tetra Pak Package Conveyor 23, featuring hygienic design (with options for extended hygiene) that runs Tetra Pak products at speeds of up to 65 m/min.
You are currently not logged in -
Titans Packaging
Titans Packaging designs and manufactures tabeltop, gravity roller, accumiulation conveyors and other systems designed for food and beverage, pharmaceuticals, packaging, and manufacturing. Titans Packaging tabletop conveyors feature a modular design for low to medium-speed production, accommodating curves and elevation changes. Gravity roller conveyors offer a cost-effective material handling solution using gravity to move products, ideal for warehouses and distribution centers. Accumulation conveyors optimize product flow with options such as recirculating, mass flow, and single filing conveyors for buffering and organizing products. All conveyors are manufactured in the USA and can be customized to meet specific industry requirements, ensuring flexibility, reliability, and efficiency in conveyance.
You are currently not logged in -

Toyota Automated Logistics
Bastian designs conveyor systems that replace manual transport processes, creating more reliable, ergonomic, and organized operations. Whether purchased as standalone pieces of equipment or as part of larger automated systems, Bastian Solutions conveyors increase throughput, relieve bottlenecks, and maximize the productivity of the labor force. Conveyors can help automate a variety of processes, including transporting, sorting, loading, unloading, palletizing, order fulfillment, and more.
You are currently not logged in -
Trepko Inc.
Trepko offers conveyor systems featuring the TRAD slat belt system, which serves a wide range of functions in the food, techno chemical, and pharmaceutical industries. The conveyor is suitable for lightweight products and operates vertically, horizontally, or diagonally, with variable speed tailored to each application. Engineered for high efficiency, durability, and minimal maintenance, it proves ideal for challenging environments while ensuring easy accessibility. The conveyor system is modular, comprising drive units, straights, curves, elevations, legs, and guide rails, rendering it highly adaptable.
You are currently not logged in
-
Turbofil Packaging Machines
TurboFil offers a flexible, modular, table-top conveyor with an aluminum extrusion design for clean handling and easy reconfiguration as requirements change. Conveyor is designed to be reusable, expandable and easy to work with. Conveyor, which can be used in conjunction with Turbofil’s line of filling and capping equipment, features an adjustable product guide system and heavy-duty drive assemblies. Plastic conveyor chain comes standard, with other styles available.
You are currently not logged in -

Uni Pak Corp.
Uni-Pak Corp. designs and manufactures custom conveyor systems used in all types of industries: beverage handling, electronics, automotive, pharmaceutical, and more. Product line includes an array of conveyors, including vertical, mat top, metal free, belt, table top, and chain belt conveyors. Bottle and can divider and combiner multiple chain conveyor systems are also available, with optional vibrators. Also available are live corner and conveyor corner transfers to minimize dead plate transfer widths. Most conveyor systems use mild steel or stainless steel construction.
You are currently not logged in -
WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in -

Wexxar Bel
Wexxar Bel's WRC rotary settling conveyor provides an on-the-go settling solution that transports and settles cases all at the same time. While conventional settling solutions are often independent machines that either halt or slow down the production lines, the WRC is able transport cases at up to 100 cases/min. for an all-in-one settling and conveyance solution. The WRC is also able to perform with the settling function off and act simply as a standard conveyor, making it extremely versatile and able to fit in almost any application. Using a three-axis motion, cases are settled vertically, side by side and front to back, simulating the motion that would be done by hand and providing settlement that allows for significant overfill in each case.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »
Related Conveyors searches
More on Tabletop Conveyors
Explore the functionality and benefits of tabletop conveyors, versatile flat conveyor systems that transport products horizontally, typically on a belt or belted system.
Tabletop conveyors are essential equipment in various industries for the horizontal transportation of products. These systems, which typically utilize a belt or belted mechanism, are designed in various formats and sizes to meet specific operational needs. The primary function of these conveyors is to facilitate the smooth and efficient movement of goods along the production or packaging line.
The mechanism of tabletop conveyors involves a continuous belt that is supported by a series of rollers or a metal surface. The belt, which can be made from various materials including fabric, rubber, or plastic composites, is powered by motors that enable it to move at desired speeds. The simplicity of its design allows for easy integration into existing production setups and can be customized with different belt widths and lengths to handle a range of product sizes.
Tabletop conveyors are utilized in numerous applications. In the food and beverage industry, they are used to transport ingredients, packaged foods, or beverages through different stages of processing and packaging. Pharmaceutical companies employ these conveyors to move medicines and other products under controlled conditions, ensuring safety and compliance with health regulations. Additionally, they are also prevalent in the manufacturing of electronics, where precision and handling of sensitive components are crucial.
The benefits of using tabletop conveyors include increased efficiency and productivity. By automating the movement of goods, these conveyors reduce the need for manual labor and minimize the risk of human error. They also enhance the speed of operations, allowing for faster throughput which is crucial in high-demand environments. Moreover, the adaptability of tabletop conveyors to different industrial environments makes them a valuable asset, as they can be tailored to specific needs and reconfigured as requirements change.
For professionals looking to enhance their operational capabilities, exploring various suppliers and manufacturers of tabletop conveyors is advisable. PMMI's ProSource directory offers a comprehensive list of companies that provide these systems, allowing for comparisons and informed decisions on the best solutions to meet specific business needs.